哈尔滨销售3PE防腐钢管规格型号

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
该用户其他信息
———线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
哈尔滨销售3PE防腐钢管规格型号
锻材中夹杂物组成和铝类夹杂物含量相差较大,使用Si-Al-Ba脱氧时锻材中夹杂物以块状和链状氧化铝为主,直缝焊管使用Si-Ca脱氧时锻材中夹杂物主要为条状硅锰铝酸盐复合夹杂物;Si-Ca合金脱氧锻材中铝类夹杂物的含量要少于Si-Al-Ba合金脱氧。
埋弧焊直缝钢管优点:可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现于沿轧制方向上,从而使20#直缝钢管在一定程度上不再是各向同性体;浇注时形成的气泡,裂纹和疏松,也可在高温和压力作用下被焊合。
直缝钢管的高频焊接过程是在高频焊管机组中完成的。高频焊管机组通常由滚压成型、高频焊接、挤压、冷却、定径、飞锯切断等部件组成,机组的前端配有储料活套,机组的后端配有钢管翻转机架;电气部分主要有高频发生器、直流励磁发电机和仪表自动控制装置等组成。现以165高频焊管机组为例,其主要技术参数如下:3.1 焊管成品
圆管外径: φ111~165mm
方管: 50×50~125×125mm
矩形管: 90×50~160×60~180×80mm
成品管壁厚:2~6mm
3.2 成型速度: 20~70米/分钟
3.3 高频感应器:
热功率: 600KW
输出频率: 200~250KHz
电源: 三相380V 50Hz
冷却: 水冷
激励电压: 750~1500V
国内执行SY/T0413-2002标准,于2002年8月1号起实施。标准主要规范聚乙烯与高密度聚乙烯为主,维卡软化点定为不小于110℃;外防腐层的厚度按以低、中密度聚乙烯为主的德国标准DIN30670-1991来确定。极大地提高了3PE防腐层的抗冲击强度。SY/T0413-2002将3PE防腐层的剥离强度、抗冲击的指标大幅提高,并明确规定了据一些专用料炭黑含量,保证了3PE防腐层的机械强度和耐候性能,并加大了补口剥离强度(即热缩套、热缩带的对底漆钢的剥离强度)抽测频次。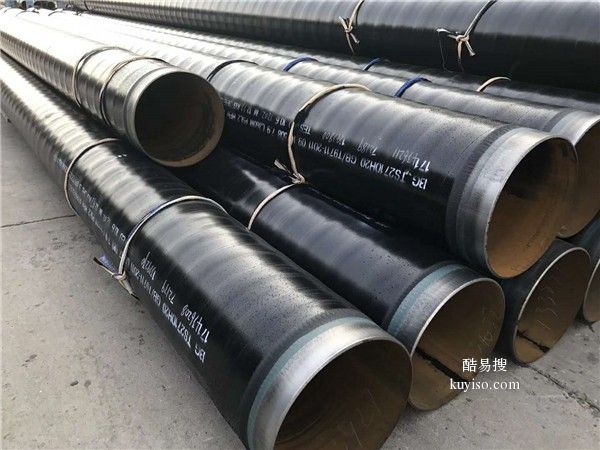
20世纪80年代初,3PE防腐钢管首先在欧洲广泛应用,深受用户好评,是使用最多的管线涂层体系。中国石油天然气集团公司于1994年夏决定引进3PE涂敷作业和涂敷技术,用于即将开工的陕京输气管道和库鄯输油管道的外防腐涂层。同年12月,由中石油基建局、管道局、四川石油设计院、西北管道指挥部专家联合组团赴美国、意大利、土耳其等国考察3PE涂敷作业线。1995年5月,由辽河油建一公司负责招标从加拿大根劳公司引进了我国第一条3PE涂敷作业线。1996年初投入正常生产。1996年意大利索克萨姆公司与哈尔滨塑料六厂合资建设的朔州防腐厂经改造于5月投入正常生产。西北管道指挥部与港商合资从荷兰引进的3PE涂敷作业线,于1996年在宝鸡亚东防腐公司建成投产,至此,3PE防腐在中国得到关注和应用。从涩宁兰管道建设开始,通过招标,加之3PE防腐材料全部国产化,3PE防腐的预制价格大幅下降,从此开始了国内3PE防腐广泛应用的时代,迄今已有20000KM埋地钢管外防腐采用3PE防腐涂层。目前国内已有数十条3PE涂敷作业线,具有加工Φ25-2800mm钢管3PE涂层的能力。
制作3PE防腐钢管的主要设备:钢管缓冲平台、拨管机组、牵引机、穿管机械、高压发炮机、修补平台、传动线、钢管预热炉、抛丸机主机 检修台和分歧格钢管返回传动线、快进滚轮组、快出滚轮、检修平台等。防腐钢管防腐作业生产线可应用于钢管的单层FBE、双层FBE、双层PE、双层PP及3PE防腐作业。最小加工管径Φ89mm,最大加工管径Φ3020mm,最大处理能力350m2/h以上,该生产线包括钢管传输系统,表面处理系统,管体除尘系统,钢管加热系统,静电喷涂系统,涂敷系统、水冷系统、端切系统、液压及气动系统,检测系统及电控系统等。
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com互联网药品信息服务资格证